大阪富士工業株式会社は、溶接・溶射・機械加工技術などを磨き、
1955年の創設より大手鉄鋼メーカーのパートナーとして成長してきました。
大阪富士工業株式会社は、溶接・溶射・機械加工技術などを磨き、
1955年の創設より大手鉄鋼メーカーのパートナーとして成長してきました。


アーク溶射とは、連続的に送給される2本の溶射材料(金属線材)の先端で直流アーク放電を発生させ、溶融した金属を圧縮空気で吹き飛ばす溶射法です。
電源には、三相交流200Vまたは220Vを直流に変換する定電圧、もしくは幾分上昇特性の直流電源が用いられます。溶射材料は、線径 0.8~5.0 mm ( 通常1.6mm )のワイヤを使用します。防錆・防食溶射で利用されることが多い溶射法です。

アーク溶射によるロールのジャーナル部への溶射風景
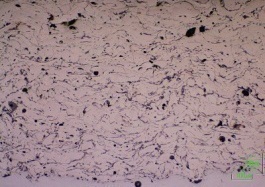
アーク溶射皮膜の断面組織写真
![]()