大阪富士工業株式会社は、溶接・溶射・機械加工技術などを磨き、
1955年の創設より大手鉄鋼メーカーのパートナーとして成長してきました。
大阪富士工業株式会社は、溶接・溶射・機械加工技術などを磨き、
1955年の創設より大手鉄鋼メーカーのパートナーとして成長してきました。


フレーム溶射は、酸素と燃料の燃焼炎を熱源とする溶射法です。大きく、粉末式フレーム溶射と溶線式フレーム溶射の2つに分けることができます。
粉末式フレーム溶射は、粉末供給ホッパーから溶射ガンに粉末を送給し、酸素-アセチレンなどの燃焼フレームの中で、溶融・加速させる溶射法です。自溶合金の溶射によく用いられています。また、一般金属やセラミックス、プラスチック(ナイロン11、ポリエチレン、エポキシ樹脂変性EVAなど)の溶射にも、利用できます。
送給ガスにより送給口から送り込まれた溶射粉末材を、酸素-燃焼炎によって溶融し、素材に吹き付けることによって、皮膜を形成します。
溶線式フレーム溶射とは、酸素と燃料の燃焼フレーム中に線状の溶射材料を機械的に送り込み、フレーム中で溶融した材料が圧縮空気により吹き飛ばされることによって、溶射皮膜を形成する溶射法です。溶射材料に線材を用いるため、アーク溶射と並んでワイヤー溶射とも呼ばれています。主に、アルミなどの防錆用途で使用されることが多いですが、線材にできる金属材料なら、ほとんど施工することが出来ます。
まず、圧縮空気の一部を利用した空気タービンの力で線材を供給します。つぎに、酸素やアセチレンなどの炎で線材を溶融させ噴射し、対象物の表面に溶射皮膜を形成します。

粉末式フレーム溶射による試験材への溶射風景

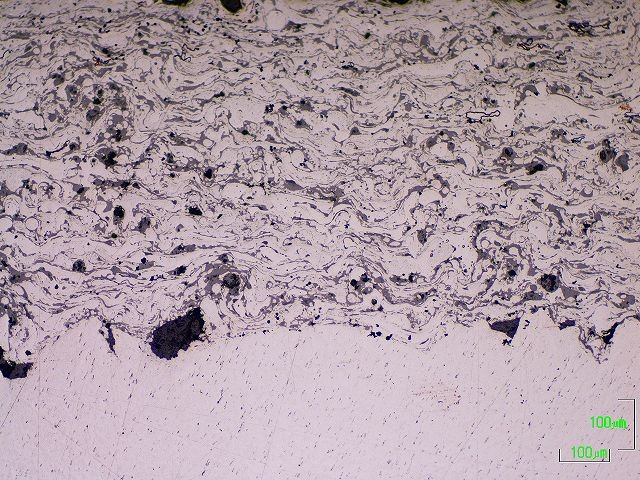
粉末式フレーム溶射皮膜の断面組織写真

溶線式フレーム溶射の溶射風景
溶線式フレーム溶射皮膜の断面組織写真
![]()