|
|
||||||||||||
 |
 |
|
|
||||||||||||||||||||||||||||||
| レーザークラッディング | 従来技術(粉体プラズマ肉盛溶接) | |
|---|---|---|
| 外 観 及 び 断 面 マ ク ロ |
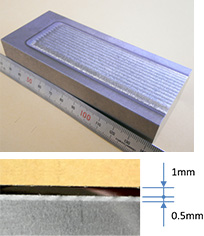
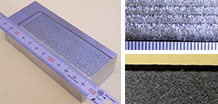 幅6mmのビードを12パスFCD450材にステライト合金を約1mm厚みでクラッディングしています。外観的に溶接欠陥が無い健全な状態が確認されます。 |
 FCDの融点は約1140℃、ステライト合金の融点は約1350℃です。このように肉盛材の融点が母材より高い場合、従来技術では、低希釈の被覆は困難で、溶込みが大きくなります。そのため母材中の炭素を巻き上げ表面状態を劣化させます。 |
| 断 面 ミ ク ロ 組 織 |
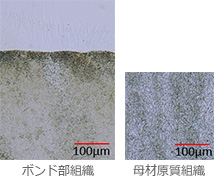
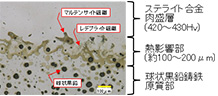 アーク等の熱源を用いる従来技術では1.0mm程度の焼入れ組織の硬くて脆い層が溶接の熱影響で生じるが、熱源としてレーザーを用いると、200μm以下の狭い範囲に抑えられており、肉盛境界直下にも球状黒鉛が存在していることが確認できます。 |
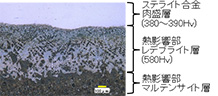 鋳物の急冷組織であるレデブライト層が約0.5mmほど形成され、さらにその下も熱影響を受けた焼入れ組織が約0.5mm確認できます。本来の球状黒鉛鋳鉄組織が現れるのは1.0mmの範囲を必要とします。 |
| E P M A に よ る 線 分 析 |
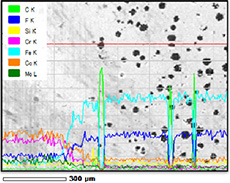 ステライト合金を肉盛施工したFCD450材をEPMA線分析した結果、ボンド部に100μm程度の混合層が確認されました。
ステライト合金を肉盛施工したFCD450材をEPMA線分析した結果、ボンド部に100μm程度の混合層が確認されました。ボンド部にも球状黒鉛が原形をとどめて存在しているのが確認され、低入熱施工による母材の熱影響抑制効果がうかがえます。 |
|
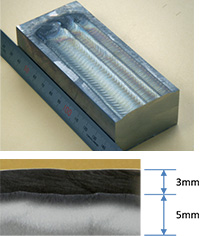
母材:SKD61(熱間ダイス鋼) + 肉盛層:ステライト合金
| レーザークラッディング | 従来技術(粉体プラズマ肉盛溶接) | |
|---|---|---|
| 外 観 及 び 断 面 マ ク ロ |
 |
 |
| 断 面 硬 さ 分 布 |
 |
 |
合金工具鋼のSKD61(0.32/0.42C-4.5/5.5Cr-1.0/1.5Mo-0.8*1.2V)母材に、耐摩耗性合金のステライト合金を予熱を行わずに肉盛施工した試験片断面の硬度測定結果は、次の通りとなります。
|
||
| 断 面 ミ ク ロ 組 織 |
 |
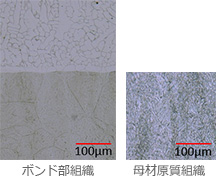 |
| PTA施工品は、ボンド部が溶接入熱で高温まで加熱され結晶粒が粗大化し、その後の急冷に伴う焼入れ硬化によりボンド部の硬度は57HRc(633Hv)まで上昇しました。 これに対してレーザークラッディング施工品は、低入熱の効果でボンド部の一部がオーステナイト領域まで加熱されますが、加熱時間が非常に短いために結晶粒の粗大化が免れ、さらに焼入れ組織変態も生じにくい結果となっています。 |
||