|




溶接材料はワイヤーを使用する為、連続溶接が行える。その為、半自動溶接法とも言われる。 シールドガス(炭酸ガス、炭酸ガス+アルゴン混合ガス)雰囲気により酸化から保護しながら溶接が進行。 溶接材料はソリッドワイヤー(solid wire)、メタルコアードワイヤー(metal cored wire)、フラックス入りワイヤー(flux cored wire)などの種類がある。 扱う材料は鉄系が多い。


潜弧溶接ともいい、アーク(電弧)がフラックス中に潜った状態で溶接が行われる。 溶接材料としてワイヤーを使用するユニオンメルト法と、フープを使用するバンドアーク法がある。 被覆アーク溶接や半自動溶接と同様、フラックスにより特殊元素を添加し、各種合金鋼の溶接を行う。 溶接材料は太系ワイヤーやフープ(帯状鋼板)を使用して大電流で溶接を行う為、溶接効率が高い特徴がある。


従来溶接が困難とされていた硬質の各種炭化物複合合金の肉盛施工を可能にしたプラズマアーク溶接法。 TIG溶接法と同様に非消耗式W電極からアーク発生し、外部よりアーク中に溶材供給して溶接が進行する。 溶接材料は粉末であることが大きな特徴で、以下の利点がある。
①各種材料粉末のブレンドでオリジナル溶材の肉盛溶接が容易。
②炭化物と金属の複合合金など、ワイヤーやロッド等の溶接材料形状に成形が困難とされた硬脆材料も溶接が可能。 
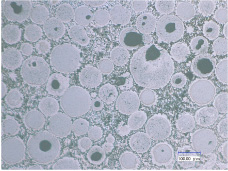
溶接金属のミクロ組織一例
|
|
